姰惉傊偺摴偺傝偼墦偄両
丂偟偐偟偙偺尵梩偵恠偒傞両憿偭偰傕憿偭偰傕廔傢傞帠偑柍偄丄偄偮姰寢偡傞偺偐丄偁偭乣妝偟偄乣乣丅
丂
丂偝偭丄嬯偟暣傟偺尵偄栿傪偙偺傊傫偵偟偲偄偰峴偭偰尒傑偡両俷俬俴僞儞僋偺惢嶌偱偡丅
丂
丂
崱夞偺俷俬俴僞儞僋偼儈僢僔儑儞壓晹偵儅僂儞僩偟傛偆偲峫偊偰偄傑偡丅
偐偝偽傜側偄偟壱偘偨僗儁乕僗暘僔乕僩崅偑壓偘傞帠偑弌棃傞偐傜偱偡丅
丂
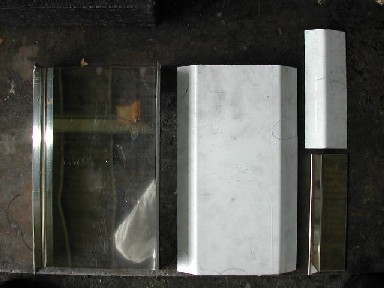
愭偢丄晹嵽偺峸擖偱偡丅忋婰偺暔偼仈係侽侽僗僥儞儗僗偺杹偒傪僾儗僗嬈幰偵丄
嬋偘偰栣偭偨暔偱偡丅椏嬥偼妋偐嵽椏旓崬傒偱俀係侽侽墌偩偭偨偲婰壇偟傑偡丅
丂
 丂丂
丂丂
丂
僴儗乕偺俷俬俴儔僀儞偼3偮丄媧擖侾丄栠傝俀丄寁3偱偡丅僞儞僋慜晹偵僷僀僾傪3杮庢傝晅偗傑偡偑
寠傪奐偗僷僀僾傪梟愙偡傟偽廔椆偱偡偑丄僞儞僋杮懱偑柺偱峔惉偝傟偰偄傞偨傔丄晛捠偳偆傝
梟愙偟偰偟傑偆偲僞儞僋杮懱偑榗傫偱偟傑偄傑偡丅
梟愙暔偑柺偺応崌旕忢偵榗偺塭嬁傪庴偗偰偟傑偄傑偡丅
傂偭偔傝曉偣偽榗偺敳偒曽傪弉抦偡傞傎偳桪傟偨壛岺怑恖偲尵偆帠偱偡丅
丂
嵍偺幨恀偼埵抲寛傔偺壓寠丄偙偺屻8儈儕偺寠傪奐偗傑偟偨丅
塃偺幨恀偼嬻偗傜傟偨寠偺棤柺偵12儈儕偺寠偑奐偄偨揝偺夠偱庴偗傑偡丅
昞柺偼10儈儕偺寠偑奐偄偨揝斅偱墴偝偊傑偡丅
10儈儕寠偺拞偵10儈儕偺僗僥儞儗僗朹傪憓擖偡傞偲丄僞儞僋昞柺偺8儈儕寠庤慜偱巭傑傝傑偡丅
偦傟傪僴儞儅乕偱娧捠偡傞偲丄岤傒1儈儕偺僗僥儞儗僗斅偼棤柺偵曄宍偟12儈儕寠偵摝偘丄惍宍偝傟傑偡丅
丂
 丂丂
丂丂
丂
棤偐傜尒偨暔偱偡丅
鉟楉偵懪偪弌偝傟偰偄傞偱偟傚偆丄偙傟偱梟愙偡傟偽傎傏榗偺懳張偼偱偒傞偱偟傚偆丅
偦傟偵僞儞僋帺恎偺嫮搙傕戝暆偵岦忋偝傟丄怳摦偺懡偄僴乕儗乕偵傕懳墳偱偒傑偡丅
丂
 丂丂
丂丂
丂
俷俬俴僉儍僢僾憓擖岥偺惢嶌偱偡偑丄1,5儈儕偺僗僥儞儗僗斅傪娵傔梟愙両
尋杹偝傟偰偄側偐偭偨偺偱僪儕儖傪巊偭偰偺尋杹偱偡丅
昁嶦両僗億儞僕儁乕僷乕偱悈尋偓丄側偐側偐鉟楉偱偟傚偆両
丂
 丂丂
丂丂
丂
奜廃梟愙偟傑偟偨丅
偙偙傕梟愙斖埻偑峀偄堊丄榗傪懳嶔傪両
僗僥儞儗僗偼揝偵斾傋傛偔榗傑偡丅偦傟偵嵽椏偑1儈儕側偺偱彯榗傒傑偡両
梟愙晹暘傪偁傜偐偠傔僴儞儅儕儞僌怢偽偟偰備偒傑偡丅
榗偼弅傓偙偲偱偡偐傜弅傓暘丄巒傔偵怢偽偟偰偍偔偲尦偵栠傞傢偗偱偡丅
偦偟偰埵抲偩偟偱偡丅
丂
丂丂 丂丂
丂丂
丂
壖慻傒偟偨偲偙傠撪懁偺僷僀僾丄嬋偑傝偑愺偔僄儞僕儞庢傝晅偗僗僥乕偵摉偨偭偰偟傑偄傑偟偨丅
嬋偘傞堊偵僈僗偱壛擬偡傞偲丄僞儞僋偑榗傫偱偟傑偆偟尋杹偟偨偲偙傠偑戜柍偟偱偡丅
嬊晹揑偵嵟彫尷偺擬傪壛偊傞傛偆偵崱夞偼俿倝倗梟愙傪巊梡偟傑偟偨丅
偁傜偐偠傔僶僀僗偱僷僀僾偵壸廳傪妡偗傑偡丅乮偙偙偱嬋偘側偄傛偆偵乯
壸廳偑妡偐偭偨僷僀僾偵俿倝倗梟愙偱堦弖壛擬偟傑偡丅
僷僀僾偼偍偠偓傪偡傞傛偆偵嬋偑偭偰備偒傑偡丅
塃偼崅偝偑懙偭偨暔偱偡丅
丂
丂

丂
庢傝晅偗僗僥乕偺惢嶌偱偡丅
崱夞偼偪傚偭偲嬅偭偰傒傑偟偨丅儔僶乕儅僂儞僩幃偵偟丄怳摦懳嶔嵪傒僆僀儖僞儞僋偱偡丅
屌掕晹偵僗僥儞儗僗傾儞僌儖俁亊俁侽丄僼儔僢僩斅偼僗僥儞儗僗偺俇亊32儈儕偱偡丅
丂
丂
丂
丂
丂
丂
丂
| SEO | [PR] 敋懍!柍椏僽儘僌 柍椏儂乕儉儁乕僕奐愝 柍椏儔僀僽曻憲 | ||
