誰も教えてくれなかった!
Tig(アルゴン)溶接の裏技!
アルゴン溶接、難しいですか?いえいえそんな事はありません只、要領がスチールと異なるくらいのものです。
性質の違う金属なので溶接の要領が違ってくるのは当たり前!、要するに、こんなもんだと思えば良いのです。
基本をどうのこうの言うつもりはありません、私自身が困った事を掲載してみます。
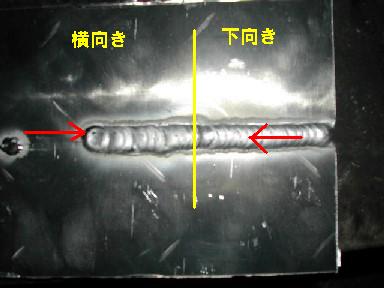
酸化皮膜逃がし!

(A図)
ご存知の通り(溶接機を使っている人を基準に話します)アルミはすぐに酸化してしまいます。
すぐ酸化するのでそれ以上錆びない、そんな金属です。
酸化皮膜を逆手に取れ
アルミの溶解温度が600度位か、その表面に錆びている部分が酸化皮膜、この溶解温度が確か1200度以上だったと記憶します。
本来この皮膜を剥がした方が溶接しやすいのですが、めんどくさい人、良い方法があるのです。
この酸化皮膜アルミより軽いので、熔解したアルミの表面で浮き上がる性質があるのです。
しかしこの方法も、あまりにもひどい酸化物には対応し切れません。
(B図)
A図のように溶接物を傾けて、溶解した時に酸化皮膜を上方に浮き上がらせて、下部(A図矢印)に溶接棒を挿入。
うまくいけばB図の様に(黒い斑点)酸化物が上方に固まっています。
節約溶接棒!

(C図)
アルミ溶接棒5キロ、多すぎます。
個人でこんなに使用するのは不可能です。
ましてや材料によって、溶接棒の太さは変化するし、大量に余らせてしまうと、棒自身が酸化してしまい、うまく溶接できなくなってしまう恐れもあります。
そこで個人で溶接棒を購入する場合は細い棒を購入してしまう。

例えば1ミリの溶接棒では送りが足りない、ここは倍の2ミリは使用したいな〜ってときは、隣の写真のように溶接棒を2本重ねて使用すればよいのです。
慣れてしまえばそのままでも良いのですが、慣れるまでは溶接棒の端をテープなどでバラケるのを防止!

(E図)
一度、溶接が始まってしまえばご覧のとうり、溶接棒同士がくっついてくれます。
困ったモンですピンホール!

(F図)
結構な腐食でしょう。
職業柄、新しい材料を扱う事がほとんど無いので、いつもこのような代物を相手にしています。
いい忘れましたが、この様な状態では溶接もままなりません、このよなとき大事な事は、キラリと光るまで母材を削ってやることです。
このとき硬調バー等で削る事です。
サンダーやペーパー等を使用すると、アルミ自身に砥石自身が食い込んでしまって溶接時に悪影響を与えてしまいます。
ここは「毟り取る」のではなく「削り取る」が正解です。

(G図)
これです!経験あるひと多いでしょう。
一度こうなると溶接しても、裏側の酸化皮膜がこの穴から沸いてきて手が付けられません、も一度削り取るしか手立てが無かったのです。
そこでポンチ攻撃!G図の穴をポンチで無理やり潰します。

(H図)
ターミネータ2に出てくる「T-1000」みたく、母材が潰れているでしょう。

(I図)
そして再溶接!
どうですか、うまくいきました。

(J図)
仕上げはサンディングですが、私の場合ペーパーディスクを使用しています。
これなら若干の溶接性も確保されるからです。
母材への削り込みが少なくて、理想の仕上げ感が得られます。

(H図)
完了の図、これで色を塗ってしまえば完了です。
それでは、もう一つの手法を!
もう一つの塞ぎ方!

またまたピンホールの出現です。
古いアルミは困った物です。
しかし今回は母材が薄くてポンチ攻撃が出来ない状況でした。
そこで以前パインフィールド(リンク先にもあるショップです)で見かけたシルバーの溶接法を真似たものです。

(J図)
写真のホール部分にアルミをぶちこむのです。
先ずは溶接棒をチョッピリ切って粒状にします。
こんなもんです。

(K図)
これをぶち込んで完了です。

(L図)
こんなもんです。
ちこっとピンホールが残っていますがここが可愛いい所です。
写真を撮った時には気付きませんでしたが、きっちり絞めてやりました。

(M図)
最後になりますが、いくら母材を綺麗に削っても溶接棒自信が腐食していることがあります。
ましてや個人で溶接機を持っている人などは、償却が遅いのでどうしても避けられません。
写真の様に左側が白く変色しているのは腐食した結果です。
ウエス等でふき取って綺麗になれば問題ないでしょうが、それでも腐食が進んでいる場合は切り取るしかないでしょう。
溶接棒の管理は大気厳禁です。
