倃俴俠俼偺儗僾儕僇偺惢嶌偱偡丅
崱夞偼偪偲丄挿偄偺偱儁乕僕傪暘妱偟偰宖嵹偱偡丅
丂挿偄偱偡偑嵟屻傑偱偍妝偟傒壓偝偄両
丂

侾丄偛懚抦僗億乕僣僗僞乕偺僞儞僋偱偡丅
丂
崱夞偙偺僞儞僋偱XLCR偺儗僾儕僇傪丄憿傞偭偰尵偆庤偼偢偱偡丅
丂
丂

俀丄愭偢忋壓妱丄堦斒偺恖偼側偐側偐尒傞帠偺弌棃側偄岝宨偱偡丅
丂
偙偙偱愗傞悺朄傪侾儈儕埲忋偺岆嵎偱愗傠偆傕偺側傜屻乆捝偄栚偵偁偭偰偟傑偄傑偡丅
丂

俁丄僔儑僢僾偺恖傕偁傑傝尒傞婡夛偑柍偄岝宨偱偡丅
丂
XLCR偺儔僀儞偵増偭偰慡偰傪僇僢僥傿儞僌両
丂
僞儞僋偺拞怱丄廲曽岦偲墶曽岦偵偼徚偊側偄傛偆偵働僈僉恓偱彎傪晅偗偰偟傑偆丅
丂
廲墶曽岦偵巻僥乕僾偱俆僙儞僠偯偮偺娫妘偱栚報傪擖傟偰丄儔僀儞偺曄壔揰傪寁傝儅僕僢僋偱儅乕僉儞僌丅
偙偙偱傕岆嵎偼嫋偝傟傑偣傫両両両丅
丂

係丄僞儞僋壓柺偺僇僢僥傿儞僌屻偺帹偱偡丅
丂
尦乆偺暔偑傾乕儖巇忋偘偩偭偨偺偱栜榑傾乕儖偑晅偄偰偄傑偡丅
丂
丂

俆丄偙傟傪僼儔僢僩偵斅嬥丄屻偵帹傪晅偗傑偡丅
丂
丂

俇丄幨恀偺暔偼摉嬥乮偁偰偑偹乯偱偡丅
丂
梫強梫強偱旝柇側摉嬥傪嶌偭偰偄傑偡丅
偄偮偐朞榓忬懺偵側偭偰棊偪拝偔偲巚偆偺偱偡偑丄尰忬偼憹偊偰偄偔偽偐傝偱偡丅
丂
梋択偱偡偑摉嬥偵巊梡偡傞傕偺偱偡偐傜傗偼傝峝偔側偔偰偼丄栜榑丄崅僇乕儃儞偱偡丅
丂
幨恀偺傕偺偼僩儔僢僋偺慜椫傾僋僗儖僔儍僼僩偐傜惢嶌偟傑偟偨丅丂丂
丂
丂
俈丄偙偙偱斅嬥偺婎杮拞偺婎杮傪婔偮偐徯夘偟傑偡丅
丂
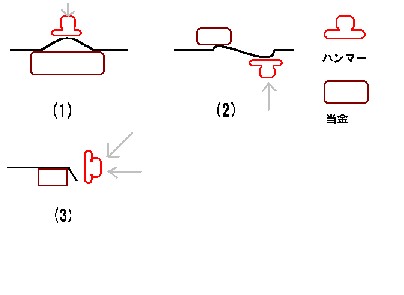
乮侾乯偧偔偵僆儞僪儕乕偲尵偄傑偡丅抪偢偐偟偄奊偱偡偑丄娙扨偵尵偊偽榗偺恀壓偵摉嬥傪庴偗丄撌晹傪扏偔暔偱偡丅
丂
乮俀乯僆僼僪儕乕偦偺傑傑偱偡丅僴儞儅乕偺扏偔曽岦偲丄摉嬥傪庴偗傞埵抲偲偑僆僼僙僢僩偟偰偄傞忢懺偱偡丅
丂
乮俁乯偼榗偲傝偱偼偁傝傑偣傫偑僐乕僫乕偺愜傝嬋偘偱偡丅
斅嬥傪偙傟偩偗偱愢柧偡傞婥偼偁傝傑偣傫偑丄庢傝崌偊偢婎杮拞偺婎杮偲偄偆偙偲偱丅
丂
丂
丂

俉丄偙傟偼懴擬儅乕僇乕偱偟偰丄寢峔巊偄彑庤偑椙偐偭偨偺偱宖嵹偟偰傒傑偟偨丅
丂
僈僗傪巊梡偡傞巇帠偑懡偄偺偱丄徚偊側偄堊偱偡丅
丂
丂

俋丄偍偭偲両傕偆弌棃偰偟傑偭偰偄傑偡丅
丂
乽枖偐傛両乿偄偊偄偊偙偙偐傜偱偡丄崱夞偟偙偨傑幨恀傪嶣偭偰偍傝傑偡丅
丂
偙傟偐傜彮偟偯偮愢柧偟傑偡偺偱丄偟偐偟弶傔偺幨恀偐傜尒傞偲寢峔曄傢偭偰偄傞偱偟傚偆丅
丂
丂

侾侽丄愭偢慄傪桪愭偟偰惢嶌偟偰偄偔偺偱丄梋暘側暘偼僇僢僩偟偰偟傑偊偽偦傟偱嵪傓偺偱偡偑丄偳偆偟偰傕懌傝側偄晹暘偑敪惗偟傑偡丅
丂
偦傫側強偼揝斅傪梟愙偟偰偄偒傑偡偑丄偳偆悺朄偺傕偺傪俀屄嶌傝傑偡丅
丂
偙偆偟偰偍偗偽嵍塃偑崌傢側偄応崌丄壗張偐偺悺朄偑弌偰偄側偄帠偵側傞偺偱丄娫堘偭偰偄傞屄強偑僴僢僉儕偟傑偡丅
丂
丂
丂
丂
丂
儊僇宯偲偼堘偄丄斅嬥偼姶妎偺彑晧偱偡丅
廗偆傛傝姷傟傠偱偡丅
丂
偟偐偟儅僯傾側傌乕偠偱偡傛偹丄偙傫側偺傪妝偟偘偵尒傞恖側傫偐偁偺傂偲偲丄偁偺恖偔傜偄偱偡丅
丂
偙傟偱傕僇僂儞僞乕偑忋偑傞傫偱偡偐傜丄偄傗偄傗嬌傢偢偐妝偟傒偵偟偰偄傞傂偲怽偟栿偁傝傑偣傫偱偟偨丅
丂

侾乯偦傟偱偼峴偭偰傒傑偡偐丄僞儞僋嵟慜晹偺忋晹丄撍偒弌偟偑彮乆懌傝側偄偺偱奜懁偵撍婲偝偣傑偡丅
丂
偙偙偱偺嶌嬈偼僆儞僪儕乕傕僆僼僪儕乕偱傕偁傝傑偣傫丄娙扨偵尵偆偲丄奜懁偐傜扏偄偰奜偵朿傜偟傑偡丅
丂
偍偐偟偄偱偟傚偆両偦偆偍偐偟偄傫偱偡丅
丂
奜偐傜扏偔偲揝斅偼撪懁偵擖偭偰偄偒傑偡偑丄偦傟偼奜懁偐傜偺椡偑嫮偄偐傜偱偡丅
奜偐傜扏偄偰傕丄撪懁偐傜庴偗偰偄傞摉嬥偺椡偺傎偆偑嫮偗傟偽丄揝斅偼庤慜偵撍婲偡傞偺偱偡丅
丂

偳偆偱偡偐丄偄偄姶偠偱偟傚偆両

丂俀乯偝偰偙偪傜偼愒娵晹暘偑朿傜傫偱偄傑偡丅
丂
偙偺傑傑偩偲僷僥傪擖傟偨偲偒丄偙傟傪塀偡堊偵慡懱偵擖傟側偔偰偼側傜側偄偟丄僷僥傪戝検偵徚旓偟偰偟傑偄傑偡丅
丂
偙傟偼扏偗偱偡丅
丂
婎杮揑偵偙偺晹埵偼僆儞僪儕乕偱偡偑丄偦傟偩偗偱偼夝寛偟傑偣傫丅
丂
椺偊偽丄愒娵埲奜偺奜懁偺揝斅偼侾儈儕偩偲偟傑偟傚偆丄愒娵晹暘偑侽丆俉儈儕偩偲壖掕偡傞偲丄愒娵晹暘偵偼俀侽僷乕僙儞僩偺朿挘偑巆偭偰偄傞堊丄朿傟偰偄傞栿偱偡丅乮偙傫側偵擄偟偔峫偊偨偺偼弶傔偰偱偡丄擬偑弌偦偆偱偡丅乯
丂
偟偐偟偙傟傪僆儞僪儕乕偟偰扏偄偰傕丄俀侽僷乕僙儞僩偺朿傜傒偼嶶偭偰偄偔偽偐傝偱徚偊傞偙偲偑偁傝傑偣傫丅
恀捈偖偺揝斅偵丄偊偔傏忬偺榗傪庢偭偨傜丄恀捈偖偵偼側偭偨偗傟偳丄慡懱偵儀僐儞儀僐儞偲壒偑偡傞丄偭偰帠柍偄偱偡偐丠
丂
柍偄偱偡傛偹丄偦傫側宱尡傪偡傞偺偼乽婍梡側恖乿巭傑傝偱偼宱尡偟傑偣傫丄幐楃偟傑偟偨両丅
丂
偲偵偐偔朿傟偰偄傞拞怱晹偵擬傪擖傟丄偦偺奜廃傪扏偄偰榗傪奜偵摝偑偝偢丄拞怱晹偵捛偄傗傞偺偱偡丅
丂
偁乣帺暘偱挐偭偰偄偰傕乽夝傜側偄偩傠偆側乣乿偲姶偠偰偄傑偡丅
丂
斀徣偟偰偍傝傑偡丅
丂
丂
丂

俁乯偙傟傕懁柺偵儃儕儏乕儉偑懌傝側偐偭偨偺偱丄僆儞僪儕乕婎杮偱扏偒偩偟傑偟偨丅
丂
丂
